 |
|||||||||||||||||||||||
| ホビー向けmini CNCフライスマシン Sable-2015 | |||||||||||||||||||||||
|
        | ||||||||||||||||||||||
現在下記の加工事例をご紹介しております。 1、加工事例No.1:PCB切削加工 2、本体の動作状況のご紹介 3、加工事例No.2:アルミ加工 4、加工事例No.3:文字切削-1 5、加工事例No.4:文字切削-2 6、加工事例No.5:アクリルの彫刻 7、加工事例No.6:真鍮の加工 |
|||||||||||||||||||||||
| 加工サンプル | |||||||||||||||||||||||
1、加工事例No.1:PCB切削加工 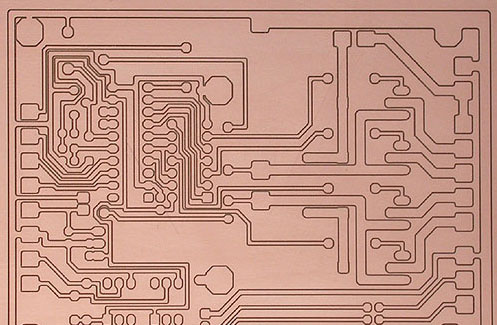 基板切削動画の再生メンテナンス中 |
|||||||||||||||||||||||
2、本体の動作状況のご紹介 X軸の動作 |
|||||||||||||||||||||||
加工動作のサンプル |
|||||||||||||||||||||||
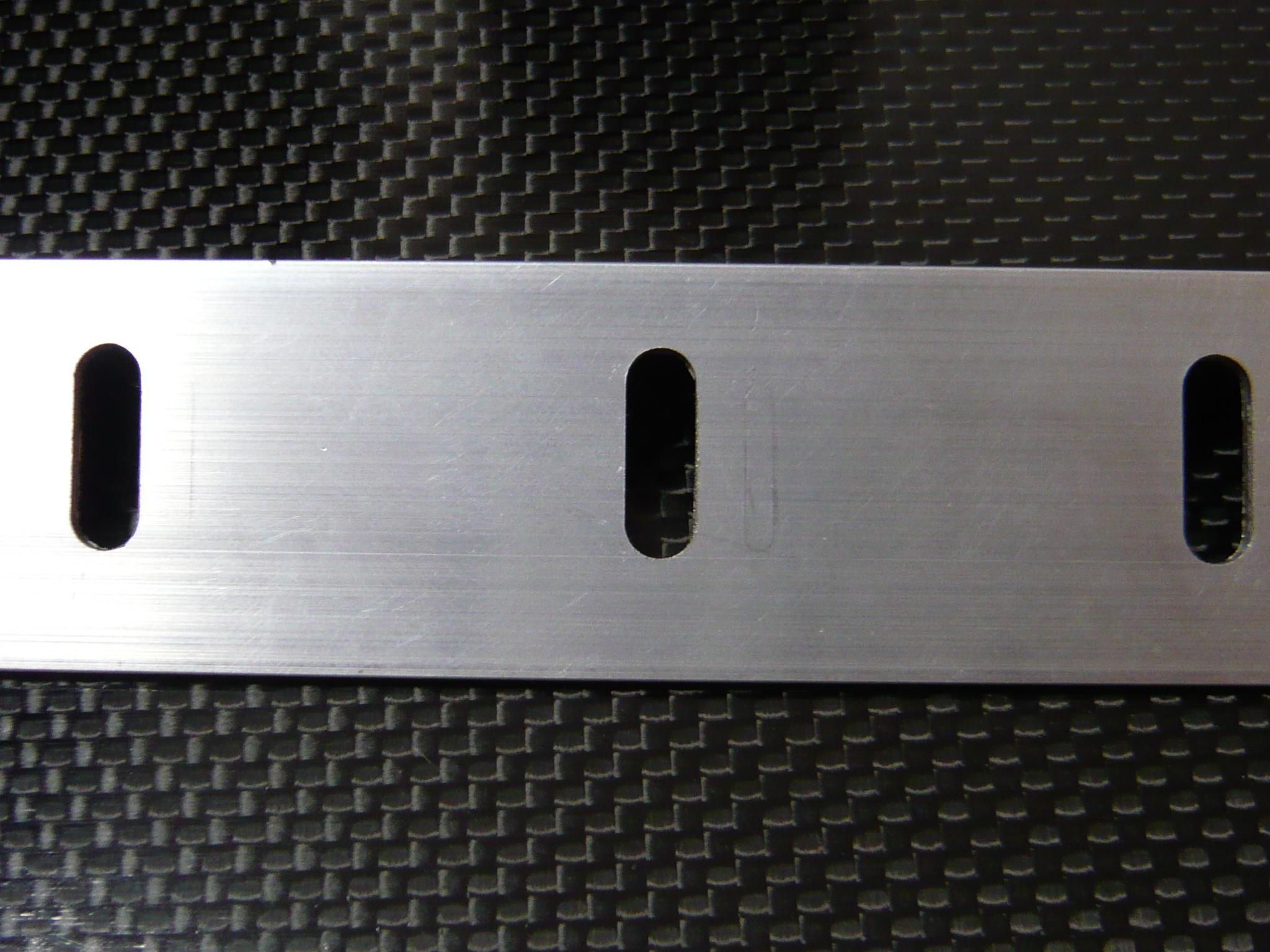
3、加工事例No.2:アルミ加工 市販のアルミアングル材に幅5mm長さ15mmの長穴加工を行っています。 主な切削条件は :切り込み量0.8mm :切削送りスピード80mm/min :エンドミル直径3mm :材料厚さ3mm 完成した長穴の寸法を測定して、加工精度に問題が無いことを確認しております。 金属の切削加工動画  加工中の写真 長穴切削後(バリ取り前)のアルミアングル材  寸法計測(幅) 設計値通りの寸法に仕上がっています。  寸法計測(長さ) 設計値通りの寸法に仕上がっています |
|||||||||||||||||||||||
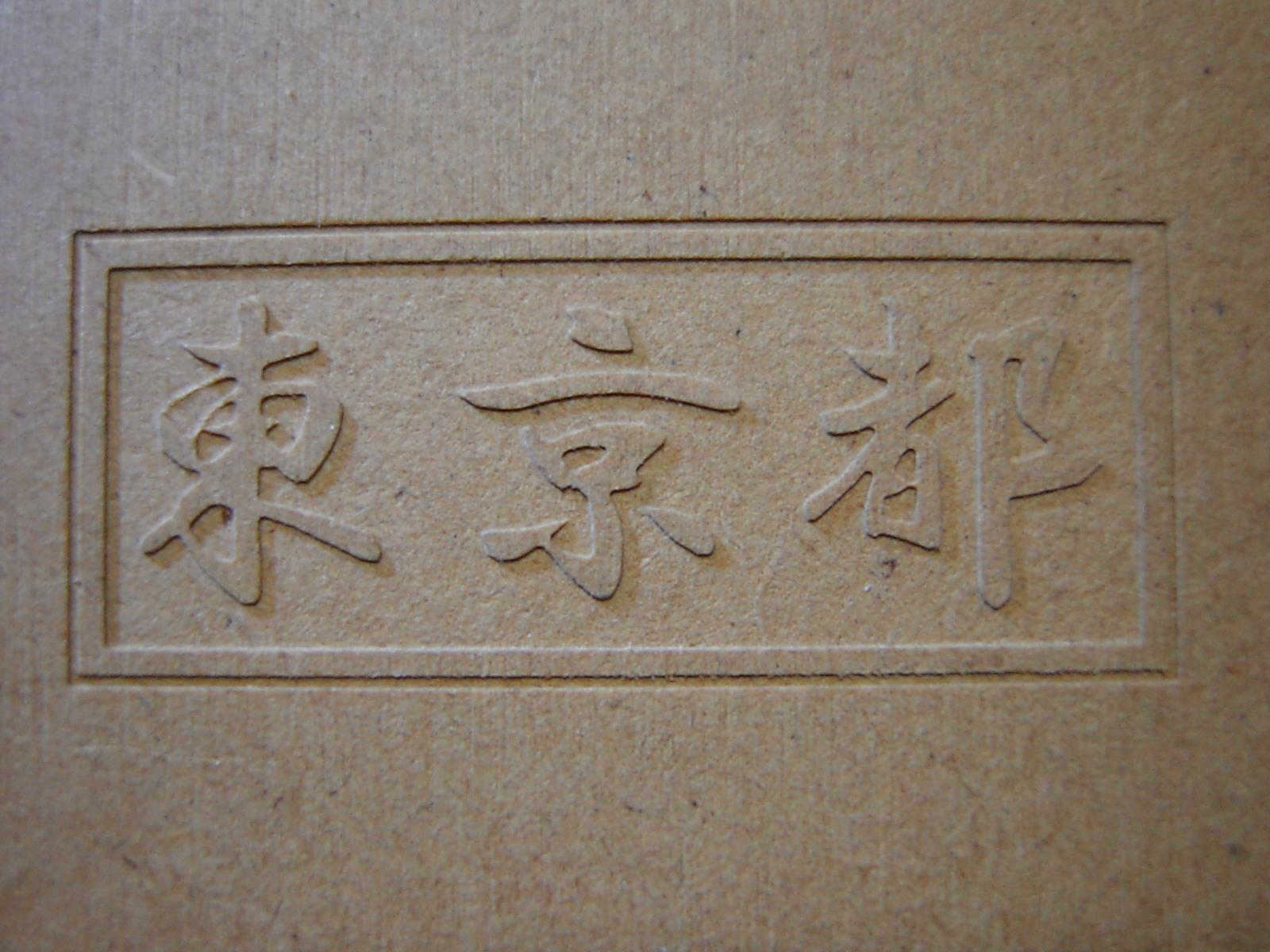
4、加工事例No.3:文字切削-1 A5052材に文字切削を行いました。 主な切削条件は :切り込み量0.3mm :切削送りスピード80mm/min :エンドミル直径1mm 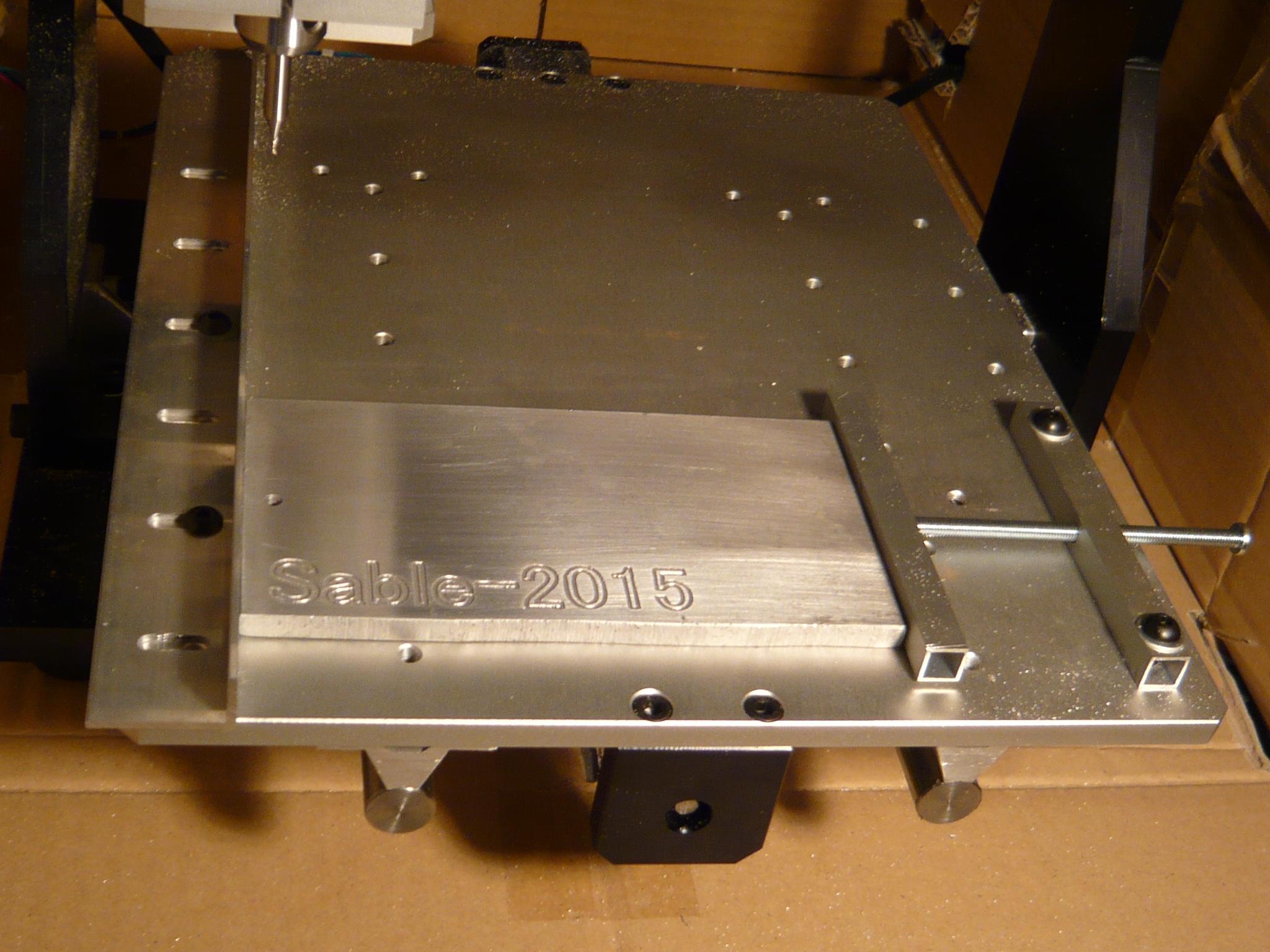 切削後の状況(切粉、バリを切除) 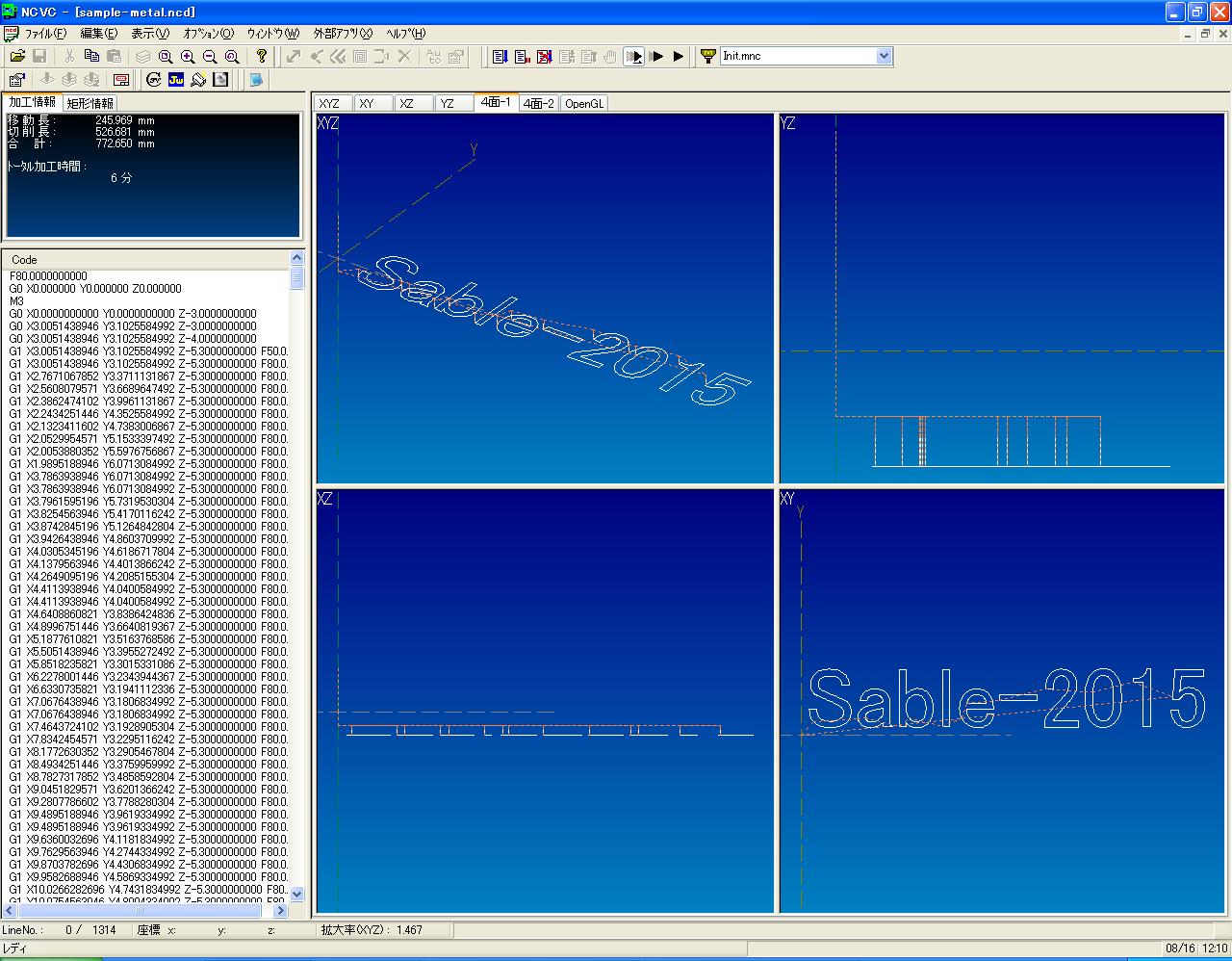 NCVCでのG-code確認(クリックで拡大します) 文字切削動画 |
|||||||||||||||||||||||
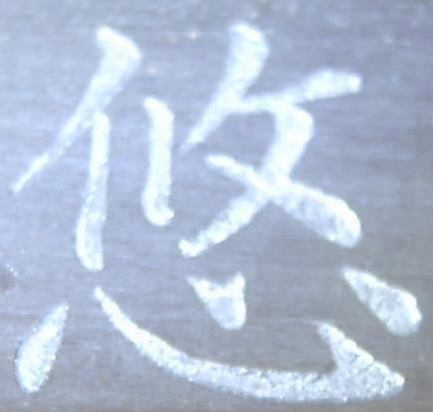
| 5、加工事例No.4:文字切削-2 A5052材に文字切削を行いました。 主な切削条件は :切り込み量0.3mm :切削送りスピード150mm/min :エンドミル直径3mm 完成品(切粉、バリを切除) 切削中 文字切削動画 |
|||||||||||||||||||||||
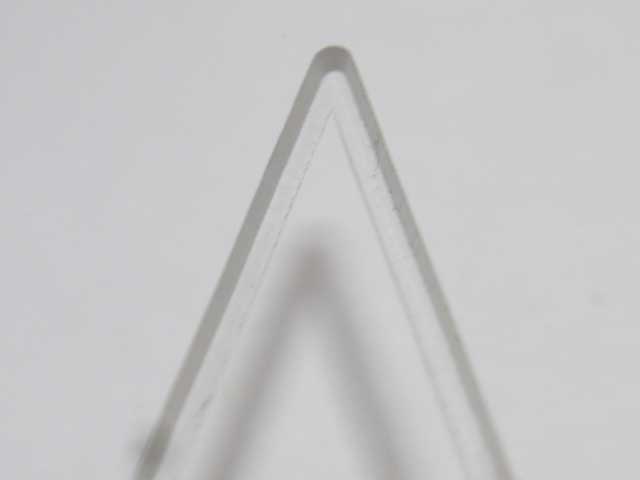
| 6、加工事例No.5:アクリル樹脂の彫刻 アクリル樹脂に星型の彫刻を行いました。 主な切削条件は :切り込み量0.3mm :切削送りスピード400mm/min :エンドミル形状Vカッター  完成品(切粉を切除) エッジ部の拡大写真 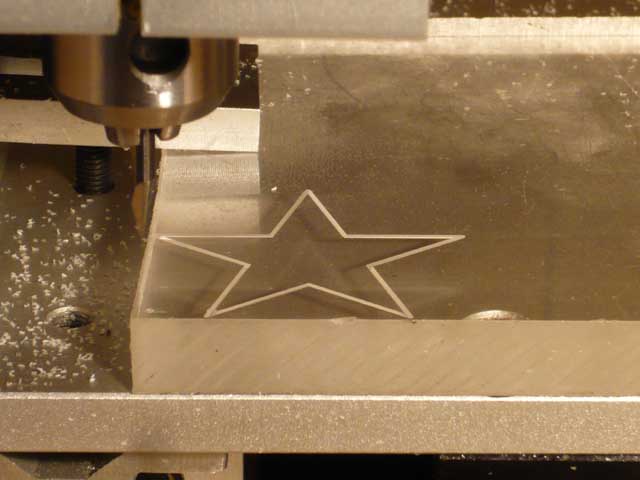 加工終了後の様子 アクリル樹脂切削動画 |
|||||||||||||||||||||||
| 7、加工事例No.6:真鍮の加工 真鍮に浮き彫り彫刻を行いました。 主な切削条件は :切り込み量0.2mm :切削送りスピード120mm/min :エンドミル直径1mm 完成品(切粉を切除) 真鍮の切削動画 |
|||||||||||||||||||||||
8、加工事例No.7:新型スピンドルの加工1 アルミ板の平面加工 切削条件 材料:A7075超超ジュラルミン 工具:フラットエンドミルΦ3mm 回転数:低速側 送り速度:800mm/min 切削量:0.2mm |
|||||||||||||||||||||||
9、加工事例No.8:新型スピンドルの加工2 アルミ板への彫刻 切削条件 材料:A7075超超ジュラルミン 工具:彫刻カッター 20度 回転数:低速側 送り速度:250mm/min 切削量:0.2mm |
|||||||||||||||||||||||